
Tuotteet









Leimatut metalliosat
Nuote Metals valmistaa Kiinan tehtaalta räätälöityjä metallikomponentteja eri teollisuudenaloille – autoteollisuudelle, kodinkoneille, elektroniikalle ja laitteistoille. Nopeiden puristimien ja tarkkuusmuottien avulla muunnamme terästä, messinkiä, alumiinia tai ruostumatonta terästä monimutkaisiksi, purseettomiksi osiksi tiukoilla toleransseilla. Tarvitsetpa kiinnikkeitä, pidikkeitä, liittimiä tai alustaa, leimausprosessimme varmistaa toistettavuuden ja kustannustehokkuuden. Ratkaise toimitusepäjohdonmukaisuus ja mittapoikkeama luotettavilla komponenteilla, jotka toimitetaan ajoissa. Luota meihin laadusta, joka pitää kokoonpanolinjasi sujuvana.
Lähetä kysely
Tuotteen Kuvaus
Useimmat leimausliikkeet jahtaavat suuria määriä yksinkertaisia aluslevyjä ja kiinnikkeitä. He hylkäävät tilaukset, joissa on tiukat säteet, useita mutkia tai alle 50 000 kappaletta. Tämä jättää aukon suunnittelijoille, jotka tarvitsevat tarkkuuttaleimatut metalliosatmutta ei voi sitoutua miljoonan osan ajoihin tai sietää hitaita työkalujen läpimenoaikoja.
Nuote Metallittäyttää sen aukon. Olemme erikoistuneet leimattuihin metallikomponentteihin, joilla on monimutkainen geometria, keskikokoisia ja pieniä määriä (5 000–200 000 kappaletta) ja nopeaa prototyyppiä. Tämä sivu selittää, miten teemme sen, näyttää kaksi todellista esimerkkiä ja antaa sinulle tekniset tiedot, joita tarvitset arvioidaksesi meitä.

Kaksi todellista tilausta – molemmat hylätty muualla
Lääketieteellisen laitteen akun kotelo (304 ruostumaton, 0,5 mm paksu)
Lääketieteellinen startup suunnitteli puettavan anturin. Akkukotelo vaati syvävedetyn taskun, neljä lävistettyä kiinnitysreikää ±0,05 mm:n asennossa ja 90° taivutetun kielekkeen, jonka sisäsäde oli 0,3 mm. Kolme leimaustoimittajaa sanoi ei: geometria oli liian monimutkainen progressiiviseen työkaluun kohtuullisin kustannuksin.
Otimme haasteen vastaan. Käytämme siirtosuutinta (ei progressiivista) valmistimme leimattuja metalliosia 8 000 kappaleen erissä. Siirtomuotilla pystyimme syvävetämään taskun yhdessä asemassa, puhkaisemaan reikiä toisessa ja kolikolla pohjan tasaiseksi. Toimitimme ensimmäiset näytteet 18 päivässä. 50 000 kappaleen jälkeen muotissa oli vähäistä kulumista. Asiakas sai FDA:n hyväksynnän ja on tilannut uudelleen kahdesti.

Drone-moottoriteline (5052 alumiinia, 1,2 mm paksu)
Teollinen drone-valmistaja tarvitsi kevyitä moottoritelineitä, joissa oli neljä tarkkaa uppoa ja monimutkainen taitettu varsi. Vuosivolyymi oli 15 000 kappaletta – liian alhainen useimmille leimaustaloille, jotka halusivat vähintään 50 000 kappaletta. Asiakas oli siirtymässä kalliiseen CNC-koneistukseen.
Nuote Metallittarjosi yhdistelmäsuulakkeen tasaisille elementeille sekä yksinkertaisen taivutuskiinnikkeen. Tämä hybridilähestymistapa maksoi 40 % vähemmän kuin CNC ja toimitti leimattuja metalliosia 1,2 minuuttia per osa – hitaammin kuin progressiivinen leimaus, mutta täysin hyväksyttävä 15 000 kappaleelle. Asiakas säästi 18 000 dollaria ensimmäisenä vuonna. He käyttävät nyt leimattuja metallikomponenttejamme kolmeen drone-malliin.
Mikä tekee leimatusta komponentista "kompleksin"?
Kaikki leimaukset eivät ole samanarvoisia. Luokittelemme monimutkaisuuden seuraavien tekijöiden mukaan:
| Ominaisuus | Yksinkertainen (useimmat kaupat) | Kompleksi (erikoisuutemme) |
|---|---|---|
| Sisäinen taivutussäde | > 2x materiaalin paksuus | 0,5x - 1x materiaalin paksuus |
| Reiän sijainnin toleranssi | ±0,10 mm | ±0,025 mm |
| Kaarteiden lukumäärä | 1–2 | 4–8 |
| Syvä vetosyvyys | < 1x halkaisija | 2x - 3x halkaisija |
| Materiaalin paksuusalue | 1,0-3,0 mm | 0,2-4,0 mm |
Jos sinunleimatut metalliosatoikeaan sarakkeeseen, olet löytänyt oikean toimittajan.
Materiaalista toimitukseen
noudatamme tiukasti alla olevaa kaaviota toimiaksemme.
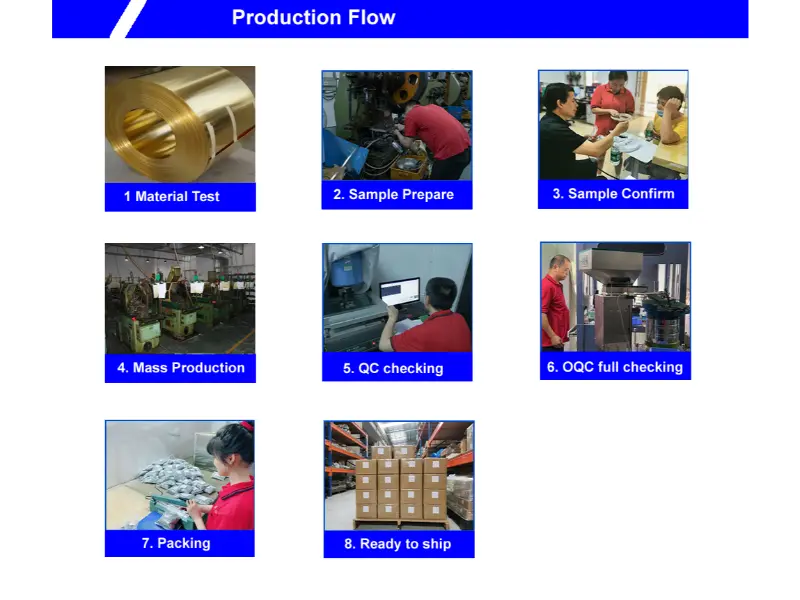
Prosessimme keskisuurten ja monimutkaisten tilausten tekemiseen
Emme pakota jokaista osaa progressiiviseen kuoppaan. Sen sijaan sovitamme työkalustrategian tilavuutesi ja geometriasi mukaan.
Tarjoamme työkaluvaihtoehtoja
Progressiivinen kuolee– Yli 100 000 kappaleen määrälle kohtalaisen monimutkaisuus.
Siirto kuolee– Monimutkaisiin syvävetoihin tai osiin, jotka vaativat itsenäistä asemaohjausta. Siirtopuristimemme pyörivät 40–80 iskulla minuutissa, mikä on ihanteellinen meistetyille metalliosille, joilla on vaikeita muotoominaisuuksia.
Yhdiste kuolee– Litteille osille, joissa on tiukat reikätoleranssit. Yksi veto tyhjentää ja lävistää samanaikaisesti.
Hybridi (muotti + teline)– Osiin, joissa on yksinkertainen meisto ja sen jälkeen manuaalinen tai puolimanuaalinen taivutus. Paras alle 20 000 volyymille.
Odotettavissa olevat toimitusajat
| Työkalutyyppi | Suunnittelu ja valmistus | Ensimmäiset näytteet | Tuotanto (hyväksynnän jälkeen) |
|---|---|---|---|
| Yhdistetty kuolee | 12-15 päivää | +3 päivää | 5-7 päivää |
| Siirtomuotti | 20-25 päivää | +5 päivää | 10-12 päivää |
| Progressiivinen kuoppa | 25-35 päivää | +5 päivää | 7-10 päivää |
| Hybridi (teline) | 7-10 päivää | +3 päivää | 5-7 päivää |
Lääketieteellisen akun kotelossa käytimme siirtosuutinta (22 päivää näytteille). Drone-kiinnitykseen käytimme hybridityökaluja (9 päivää näytteille).
Yleisesti käsittelemämme materiaalit
| Materiaali | Paksuusalue | Tyypillinen monimutkaisuus | Yhteinen käyttö |
|---|---|---|---|
| 304/316 ruostumatonta | 0,2-1,5 mm | Korkea (syvä veto, tiukat mutkat) | Lääketieteelliset, elintarvikelaitteet, meri |
| 5052/6061 alumiini | 0,5-3,0 mm | Keskikokoinen (taivutus, lävistys) | Drone-kiinnikkeet, elektroninen runko |
| Vähähiilinen teräs | 0,5-4,0 mm | Matalasta keskikokoiseen | Kannakkeet, kotelot, laitteistot |
| Messinkiä C260 | 0,3-1,5 mm | Keskikokoinen (koristeelliset mutkat) | Sähkökoskettimet, koristelista |
Ylläpidämme pientä kelavarastoa jokaiselle näistä materiaaleista, joten voimme ajaa jopa 2 000 kappaletta eriä ilman kelan vaihtoviiveitä.
Laatu ilman miljoonaosaisia tilastoja
Emme lainaa Cpk:tä kaikilla ulottuvuuksilla. Keskikokoisissa volyymeissä keskitymme käytännölliseen laatuun:
Ensimmäinen artikkelitarkastus– 100 % mitoista mitattuna 5 näytekappaleesta.
Prosessin aikana tehtävät tarkastukset– 200 kappaleen välein kriittisten ominaisuuksien osalta (reikien sijainnit, taivutuskulmat).
Lopullinen satunnainen näyte– AQL 1.0 (II) per ANSI/ASQ Z1.4.
Jokainen lähetysleimatut metalliosatsisältää mittaraportin todellisilla mittausarvoilla. Ei yleistä "vaatimustenmukaisuustodistusta" ilman tietoja.
Meillä on sertifikaatit:ISO 9001:2015. RoHS- ja REACH-ilmoitukset toimitetaan kaikille materiaaleille.

Läpinäkyvät leimattujen komponenttien käytännöt
Prototyyppien tekeminen– Tarjoamme pehmeät työkalut (alumiini- tai terässuuttimet) alle 1000 kappaleen tilavuuteen. Toimitusaika: 7-10 päivää.
Esimerkkipolitiikka– 20 ilmaista kappaletta tuotantotyökaluista (asiakas maksaa lähetyksen).
Minimitilaus– 2000 kappaletta yhdiste/hybridityökaluille; 5000 siirto/progressiivinen.
Työkalujen omistus– Sinä omistat työkalut. Säilytämme sen ilmaiseksi 5 vuotta.
NRE-maksut– Tarjoamme työkalut kappalehinnasta erikseen. Ei piilotettuja asennusmaksuja.
Kuuntele asiakkaidemme ääntä
Kysymykset, joihin vastaamme säännöllisesti
Kysymys 1: Tarvitsen leimattuja metalliosia, joilla on erittäin tiukka sisätaivutussäde (0,3 mm) 1 mm ruostumattomasta teräksestä. Voitko tehdä sen halkeilematta?
V: Kyllä, mutta meidän on säädettävä prosessia. Normaali ilmataivutus murtaa ulommat kuidut. Käytämme keksittyä taivutusmenetelmää: meistin pakottaa materiaalin valmiiksi leikattuihin uraan puristaen sisäsäteen. Tämä mahdollistaa niinkin alhaisen sisäsäteen kuin 0,3 mm ruostumattomassa 304:ssä. Kompromissi on suurempi vetoisuus (lisää 30–50 % puristuskuormaan) ja hieman hitaampi sykliaika. Yllä olevassa lääketieteellisen kotelon tapauksessa käytimme muotoiltuja taivutuksia 0,3 mm:n säteen saavuttamiseksi. Lähetä meille piirustuksesi toteutettavuustarkistusta varten.
Kysymys 2: Kuinka käsittelet 0,8 mm paksussa messingissä stanssattuja metalliosia, joiden reiän halkaisija on erittäin pieni (0,5 mm)?
V: Pienet reiät vaativat kovametallilävistyksiä ja ohjattuja kuorintalevyjä. 0,5 mm:n rei'issä lävistimen halkaisija on pienempi kuin materiaalin paksuus – tämä on korkean riskin lävistys. Käytämme kaksivaiheista menetelmää: ensin pienempi pilottirei'itys (0,3 mm) luo ohjaimen, sitten kalvintarei'itin avaa sen 0,5 mm:iin. Hidastamme myös puristusnopeuden 120 SPM:ään. Onnistumisprosenttimme (ei lävistysmurtoa) on 99,2 % alle 0,5 mm:n reikien kohdalla. Alle 0,5 mm:n reikiin suosittelemme kemiallista etsausta leimaamisen sijaan.
Pyydä toteutettavuusarviointi
Lähetä meille 3D-malli tai yksityiskohtainen piirustus leimatuista metallikomponenteistasi. Vastaamme 24 tunnin kuluessa:
- Työkalusuositus (meistin tyyppi)
- Arvioidut työkalukustannukset ja toimitusaika
- Kappalehinta vuosivolyymillesi
- Näyteosan toimitusaika
Ota yhteyttäNuote Metallittänään. Ei velvoitteita, ei painetta – vain rehellinen suunnitteluarvio.
Hot Tags: Leimatut metallikomponentit, leimatut komponentit Kiina, leimattujen metalliosien valmistaja
Lähetä kysely
Ole hyvä ja lähetä kyselysi alla olevalla lomakkeella. Vastaamme sinulle 24 tunnin kuluessa.








X
Käytämme evästeitä tarjotaksemme sinulle paremman selauskokemuksen, analysoidaksemme sivuston liikennettä ja mukauttaaksemme sisältöä. Käyttämällä tätä sivustoa hyväksyt evästeiden käytön.
Tietosuojakäytäntö