
Tuotteet









Korkean tarkkuuden metallileimaus
Etsitkö mikronitason tarkkuutta? Kiinalainen tehdas Nuote Metals toimittaa räätälöityjä erittäin tarkkoja metallimeistoja monimutkaisille komponenteille autoteollisuudessa, elektroniikassa ja lääketieteellisissä laitteissa. Edistyksellinen työkalumme takaa tiukat toleranssit ja jäysteettomat reunat, mikä eliminoi uudelleentyöskentelyn ja romun. Tarvitsetpa monimutkaisia muotoja tai suuren volyymin yhtenäisyyttä, meistoprosessimme takaa toistettavuuden osa kerrallaan. Ratkaise huono istuvuus ja ennenaikainen kuluminen tarkasti suunnitellulla metallileimauksella. Luota meihin laatua, joka vähentää kustannuksia ja lisää luotettavuutta.
Lähetä kysely
Tuotteen Kuvaus
Kun suunnittelussasi tarvitaan mikroneina mitattuja piirteitä tai puolen asteen taivutuskulmia, tavanomainen meisto ei riitä.Erittäin tarkka metallileimausyhdistää edistyneen puristusteknologian, kovametallityökalut ja tiukan prosessinhallinnan tuottaakseen komponentteja, jotka täyttävät vaativat vaatimukset – osa toisensa jälkeen miljoonien syklien aikana.
Nuote Metalliton erikoistunut korkean tarkkuuden metallin leimaamiseen teollisuudelle, mukaan lukien lääketieteelliset laitteet, ilmailuliittimet, autojen anturit ja elektroniikka. Tämä opas selittää kykymme, laatujärjestelmämme ja avoimen lähestymistavan tarkkuusvalmistukseen.

Tarkkuusleimauksemme todelliset sovellukset
Tapaus 1 – Lääketieteellisen anturin kotelo
Lääketieteellisten laitteiden valmistaja tarvitsi ruostumattomasta teräksestä valmistetun kotelon, jonka kriittinen tasaisuus oli 0,05 mm 40 mm:n pituudelta. Tarkalla metallileimauksella valmistimme 200 000 yksikköä, joiden tasaisuusominaisuuden Cpk oli 1,33. Asiakas läpäisi FDA:n tarkastuksen ilman osiin liittyviä havaintoja.
Tapaus 2 – Automotive Connector Terminal
Yksi autoteollisuuden ykköstason toimittaja vaati messinkiliittimen, jossa oli halkaisijaltaan 0,3 mm:n reikä, joka oli sijoitettu ±0,01 mm:n etäisyydelle todellisesta sijainnista. Meidänkorkean tarkkuuden metallileimausprosessi piti toleranssin 5 miljoonassa kappaleessa, mikä eliminoi toissijaisen porauksen tarpeen ja säästää asiakkaalta 0,02 dollaria osaa kohti.
Tekniset parametrit ja ominaisuudet
Me määrittelemmekorkean tarkkuuden metallileimaustoleranssien ja tuottamiemme ominaisuuksien perusteella.
Mittojen toleranssit
| Ominaisuus | Vakiotarkkuus | Korkea tarkkuus (pyynnöstä) |
|---|---|---|
| Reiän halkaisija (alle 5 mm) | ±0,025 mm | ±0,010 mm |
| Reiän keskietäisyys | ±0,025 mm | ±0,010 mm |
| Tyhjä ääriviiva (leikattu reuna) | ±0,050 mm | ±0,025 mm |
| Taivutuskulma | ±0,5° | ±0,2° |
| Muotoiltu korkeus (kuopat, siirtymät) | ±0,05 mm | ±0,02 mm |
| Tasaisuus yli 50 mm pitkä | ±0,10 mm | ±0,05 mm |
| Purseen korkeus (leikattu reuna) | ≤0,05 mm | ≤0,02 mm |
Materiaalin paksuus ja puristusominaisuudet
| Parametri | Alue |
|---|---|
| Materiaalin paksuus (teräs, ruostumaton, messinki) | 0,10 mm – 2,0 mm |
| Materiaalin paksuus (alumiini, kupari) | 0,15 mm – 2,5 mm |
| Puristustonni | 25-200 tonnia |
| Puristusnopeus (tarkkuuteen) | 100–400 SPM (hitaampi kuin nopea leimaus) |
| Nauhan enimmäisleveys | 300 mm |
| Kelan painokapasiteetti | Jopa 1000 kg |
Materiaalit, joita me yleensä leimaamme
- Ruostumaton teräs – 304, 316, 301 täyskova
- Hiiliteräs – SPCC, SPCD, 1008, 1010, 1045
- Messinki – C26000, C26800
- Fosforipronssi – C5191
- Berylliumkupari – C17200 (lämpökäsitelty leimauksen jälkeen)
- Alumiini – 5052, 1100, 6061 (hehkutettu)
- Nikkelihopea – korroosionkestäviä koskettimia varten
Vieraile leimauspajassamme saadaksesi tietää, kuinka me valmistamme leimausosan.
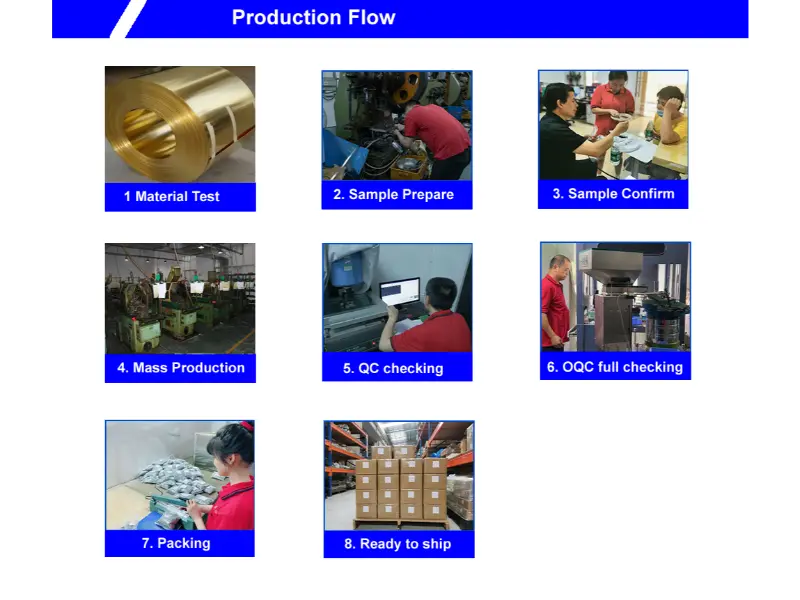
Seitsemänvaiheinen korkean tarkkuuden metallileimausprosessimme
Noudatamme kurinalaista työnkulkua tiukkojen toleranssien saavuttamiseksi ja ylläpitämiseksi.
Askel askeleelta raaka-aineesta valmiiseen osaan
1. Materiaalin hankinta –Ostamme sertifioituja keloja hyväksytyiltä tehtailta. Jokaiselle kelalle on määritetty lämpönumero täydellistä jäljitettävyyttä varten.
2. Materiaalin tarkastus –Saapuvat kelat testataan spektrometrillä ja laserpaksuusmittarilla. Hylkäämme kaikki kelat, joiden paksuusvaihtelu on yli ±2 % nimellisarvosta.
3. Työkalujen mukauttaminen tai asennus –Uusia osia varten suunnittelemme ja koneistamme kovametallista progressiivisia meistiä, joissa on lanka-EDM-leikatut profiilit (suulakkeen aukon toleranssi ±0,002 mm). Olemassa olevien työkalujen osalta teknikkomme tarkistavat muotin kohdistuksen ja ohjaustapin kunnon.
4. Ensimmäinen artikkelin tarkastus –Puristimessa on 50 näytekappaletta. Mittaamme piirustuksen kaikki mitat CMM- tai visiojärjestelmän avulla. Asiakkaalle lähetetään täydellinen FAI-raportti.
5. Massatuotanto –Hyväksyttyämme käytämme puristinta optimaalisella nopeudella (tyypillisesti 150–250 SPM tarkkuustyössä). Prosessin aikana kriittisten mittojen tarkastuksia tehdään 500 kappaleen välein.
6. Alihankintapinnoitus (tarvittaessa) –Osien, jotka vaativat sinkki-, nikkeli-, tina- tai kultapinnoitusta, lähetämme erät sertifioiduille yhteistyökumppaneillemme. Pinnoitteen paksuus on tarkistettu XRF:llä.
7. Lopullinen lähtevä tarkastus –Käytämme optisia lajittelukoneita kriittisten mittojen 100 % tarkastukseen. AQL-näyte (taso II, 1.0) otetaan täydellistä varmennusta varten. Jokaisen lähetyksen mukana tulee vaatimustenmukaisuustodistus.
Laadunvarmistus ja sertifioinnit
Meidänkorkean tarkkuuden metallileimaustoimintaa tukevat seuraavat sertifikaatit:
| Sertifiointi | Laajuus |
|---|---|
| ISO 9001:2015 | Laadunhallintajärjestelmä |
| IATF 16949 | Autoalan laatu (saatavilla autoprojekteihin) |
| ISO 13485 | Lääketieteellisten laitteiden laatu (saatavilla pyynnöstä) |
| RoHS / REACH | Materiaalin yhteensopivuus |

Jokainen lähetys sisältää:
- Myllyn testitodistus (materiaalin kemia ja kovuus)
- Ensimmäisen artikkelin tarkastusraportti (uusille työkaluille)
- Mittatarkastusraportti (tuotantoerille)
- Levitystodistus (jos sellainen on)
- Allekirjoitettu vaatimustenmukaisuustodistus
Tarkkuusleimauksen läpinäkyvät käytännöt
Esimerkkikäytäntö -50 ilmaista kappaletta uusista työkaluista (asiakas maksaa toimituskulut)
Minimitilausmäärä -10 000 kappaletta uusia työkaluja varten; 5 000 olemassa oleville työkaluille
Työkalujen toimitusaika -20–30 arkipäivää progressiivisille muotteille
Tuotannon läpimenoaika -10–15 arkipäivää näytteen hyväksymisestä
Työkalujen omistus -Asiakas säilyttää työkalujen omistusoikeuden; säilytämme sen ilmaiseksi
Palautuskäytäntö -Vialliset osat vaihdettu veloituksetta
Nuote Metallitei veloita uudelleenkelpoisuudesta, jos toleranssit eivät täyty ensimmäisissä näytteissä.
Asiakkaat, joiden kanssa teemme yhteistyötä
Usein kysytyt kysymykset
Q1: Mitä eroa on korkean tarkkuuden metallileimauksella ja tavanomaisella leimaamalla?
V: Ensisijainen ero on ulottuvuuden ohjauksen taso. Perinteisessä leimaamisessa toleranssit ovat tyypillisesti ±0,10–±0,25 mm. Tarkka metallileimaus saavuttaa ±0,025 mm reikien kohdissa ja ±0,05 mm aihioiden ääriviivoissa. Tämä on mahdollista käyttämällä kovametallisuuttimia, joissa on EDM-leikatut aukot, puristimia ohjatuilla paininjärjestelmillä ja prosessin sisäistä tilastollista prosessinohjausta. Sovelluksissa, joissa osia käytetään automatisoidussa kokoonpanossa tai joissa yhteensopivuus toisiinsa liittyvien komponenttien kanssa on kriittistä, suosittelemme erittäin tarkkaa metallileimausta, jotta vältytään uudelleentyöstö- tai kokoonpanovirheiltä.
Q2: Kuinka ylläpidät työkalun käyttöikää pitäen samalla niin tiukat toleranssit miljoonien iskujen aikana?
V: Käytämme kovametalliteriä kaikissa leikkaus- ja muovausasemissa. Kovametalli säilyttää terävät reunat 10–20 kertaa pidempään kuin työkaluteräs, mikä estää jäysteen muodostumisen ja mittojen siirtymisen. Käytämme myös TiCN- tai AlCrN-pinnoitteita lävistyksissä kitkan vähentämiseksi. Työkaluinsinöörimme valvovat lävistyksen kulumista in-die antureilla, jotka mittaavat kuorintavoimaa; kun ennalta määrätty kynnys saavutetaan, puristus pysähtyy automaattisesti. Tyypillinen työkalun käyttöikä erittäin tarkalle 0,5 mm:n ruostumattoman teräksen metallimeistamiselle on 3–5 miljoonaa iskua ennen uudelleenteroitusta.
Q3: Voitko suorittaa erittäin tarkan metallin leimaamisen materiaaleille, jotka ovat ohuempia kuin 0,1 mm? Mitä haasteita syntyy?
V: Kyllä, meillä on leimattuja materiaaleja, joiden paksuus on jopa 0,05 mm (berylliumkupari ja ruostumaton). Haasteita ovat kuitenkin materiaalin käsittely (ohuet kelat taittuvat helposti), osien irrotus (staattinen sähkö voi saada osia kiinni iskuihin) ja mittaus (vakiojarrusatulat eivät ole käytettävissä). Ratkaisemme nämä käyttämällä servosyöttöjä, joissa on jännityksensäätö, antistaattiset ionisaattorit ja kosketuksettomat lasermikrometrit tarkastuksessa. Ultraohuiden materiaalien erittäin tarkkaan metallimeistamiseen suosittelemme myös hitaampia puristusnopeuksia (100–150 SPM) tärinän vähentämiseksi. Ota meihin yhteyttä ja kerro tarkkuudestasi ja osan geometriasta toteutettavuusarviointia varten.
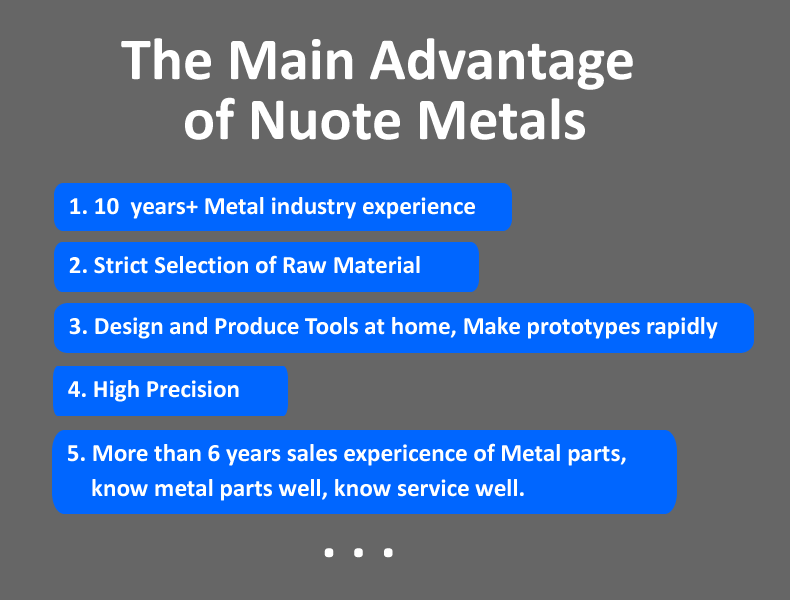
Miksi valita meidät tarkkuusmetallileimaamiseen
- Oma työkalusuunnittelu ja kovametallisuulakkeiden valmistus
- CMM ja visiojärjestelmät mittojen validointiin
- Tilastollinen prosessinohjaus (SPC) jokaisella tuotantokierroksella
- Materiaalin täydellinen jäljitettävyys kelasta valmiiseen osaan
- Ilmainen ensimmäisen artikkelin tarkastusraportti jokaisen uuden työkalun kanssa
- Globaali toimitus yli 50 maahan
Ota yhteyttäNuote Metallittänään keskustelemaan sinustakorkean tarkkuuden metallileimausprojektiin tai pyytää näyteosaa olemassa olevasta työkalusta.
Hot Tags: Korkean tarkkuuden metallileimaus, Kiinan tarkkuusleimauksen valmistaja, tarkkuusmetallileimauksen toimittaja
Lähetä kysely
Ole hyvä ja lähetä kyselysi alla olevalla lomakkeella. Vastaamme sinulle 24 tunnin kuluessa.








X
Käytämme evästeitä tarjotaksemme sinulle paremman selauskokemuksen, analysoidaksemme sivuston liikennettä ja mukauttaaksemme sisältöä. Käyttämällä tätä sivustoa hyväksyt evästeiden käytön.
Tietosuojakäytäntö